Виявлення впливу параметрів режиму на стабільність електродугового поцесу приварювання розтягнутою дугою під флюсом арматурних стрижнів А500С
DOI:
https://doi.org/10.15587/1729-4061.2026.352512Ключові слова:
розтягнута дуга, стабільність зварювання, арматурний стрижень, коефіцієнт варіації, оптимізація режимуАнотація
Об’єктом дослідження є стабільність електродугового процесу під час зварювання. Утворення зварного шва триває всього 2 – 4 секунди, тому якість з’єднання напряму залежить від стабільності горіння зварювальної дуги. Особливості електродугового процесу визначаються комбінацією параметрів зварювального режиму: струм, тривалість зварювання, висота підняття та попередній виліт стрижня. Визначення параметрів режиму, які забезпечують стабільне горіння дуги, – складна практична задача, вирішення якої методом підбору не гарантує отримання оптимального результату.
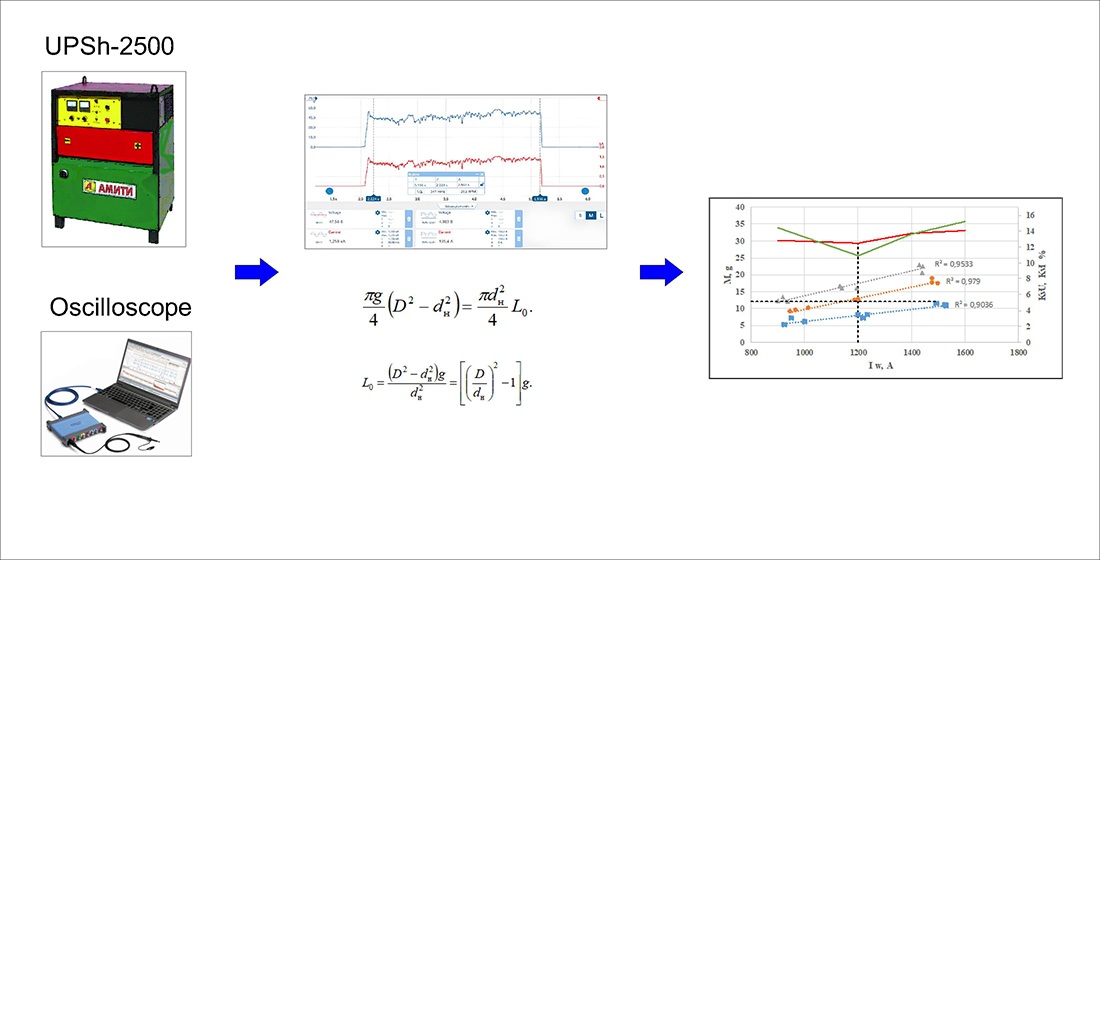
Наведені результати дослідження приварювання розтягнутою дугою під флюсом арматурних стрижнів А500С. Як критерій кількісної оцінки стабільності електродугового процесу обрано значення коефіцієнтів варіації струму та напруги, отримані за допомогою статистичної обробки осцилограм зварювальної дуги. Встановлено, що у всьому діапазоні досліджених режимів , тобто електродуговий процес є стабільним. Графіки зміни коефіцієнтів варіації в залежності від зварювального струму мають екстремуми, що відповідають найбільш стабільному режиму зварювання. Саме така особливість функції коефіцієнту варіації дозволяє визначити оптимальну величину зварювального струму.
Досліджено вплив параметрів режиму зварювання на процес формоутворення шва. Отримані регресійні залежності дозволяють спрогнозувати об’єм розплавленого металу і, як наслідок, геометричні розміри зварного шва.
За результатами дослідження розроблено інженерну методику пошуку оптимальних параметрів режиму зварювання. Розраховані параметри режиму зварювання арматурних стрижнів діаметром 16 мм. Отримані режими відпрацьовані при зварюванні партії контрольних зразків в кількості 10 шт, результат – геометричні розміри та форма зварних швів відповідають вимогам ДСТУ Б В.2.6-169:2011
Посилання
- Bolzenschweissen. Available at: http://bolzenschweissen.de/images/prospekte/Gesamt21.pdf
- Abid Al-Sahib, N. K., Abdul Ameer, H. K., Faisal Ibrahim, S. G. (2009). Monitoring and Quality Control of Stud Welding. Al-Khwarizmi Engineering Journal, 5 (1), 53–70. Available at: https://alkej.uobaghdad.edu.iq/index.php/alkej/article/view/520
- Jones, J. E., Rhoades, V. L., Holverson, T. E., Cuneo, A. N., Madden, S. K. (2012). Pat. No. US9744615B2. Method and system for stud welding. Available at: https://patents.google.com/patent/US9744615B2
- Van Allen, K. (1995). Pat. No. US5676867A. Apparatus and method for monitoring and evaluating weld quality. Available at: https://patents.google.com/patent/US5676867A
- Hladchenko, D., Dragan, S., Yaros, Y. (2025). Investigation of the stability of the ARC welding process in multi-electrode surfacing. Materialy XVI Mizhnarodnoi naukovo-tekhnichnoi konferentsiyi «Innovatsiyi v sudnobuduvanni ta okeanotekhnitsi», 181–184. Available at: https://nuos.edu.ua/wp-content/uploads/2025/10/Materiali-konferencii.pdf
- Yaros, Yu. O., Hladchenko, D. S., Drahan, S. V, Simutienkov, I. V. (2025). Otsinka stabilnosti protsesu pryvariuvannia stryzhniv iz armaturnoi stali roztiahnutoiu duhoiu pid fliusom. Materialy XV mizhnarodnoi naukovo-praktychnoi konferentsii «Kompleksne zabezpechennia yakosti tekhnolohichnykh protsesiv ta system», 48–50. Available at: https://drive.google.com/file/d/1LZk8Efz_0OsYSOPtmLeR8y3PuVnIJeys/view
- Klaric, S., Kladaric, I., Kozak, D., Stoic, A., Ivandic, Z., Samardzic, I. The influence of the stud ARC welding process parameters on the weld penetration. Scientific Bulletin, Serie C, Volume XXIII, Fascicle: Mechanics, Tribology, Machine Manufacturing Technology. Available at: https://www.researchgate.net/publication/265060649
- Eyercioglu, O., Ucar, T. (2024). The effect of ARC stud welding parameters on mechanical properties of docol 1500m advanced high strength steel welding joints. International Journal of Research -GRANTHAALAYAH, 12 (7). https://doi.org/10.29121/granthaalayah.v12.i7.2024.5730
- Razzaq, M. K. A., Abood, A. N. (2021). Effect of arc stud welding parameters on the microstructure and mechanical properties of AA6061 and AA5086 aluminium alloys. Journal of Achievements in Materials and Manufacturing Engineering, 1 (108), 24–34. https://doi.org/10.5604/01.3001.0015.4796
- Yilmaz, N. F., Hamza, A. A. (2014). Effect of Process Parameters on Mechanical and Microstructural Properties of Arc Stud Welds*. Materials Testing, 56 (10), 806–811. https://doi.org/10.3139/120.110629
- Zhang, D., Qian, X., Li, X., He, S., Wang, K. (2021). Effects of welding flux on welding quality during arc stud welding process. Journal of Adhesion Science and Technology, 35 (23), 2684–2695. https://doi.org/10.1080/01694243.2021.1892425
- Han, Y., Jia, C., He, C., Zhang, M., Maksymov, S., Wu, C. (2023). Investigation on the Metal Transfer and Cavity Evolution during Submerged Arc Welding with X-ray Imaging Technology. Metals, 13 (11), 1865. https://doi.org/10.3390/met13111865
- Li, K., Wu, Z., Zhu, Y., Liu, C. (2017). Metal transfer in submerged arc welding. Journal of Materials Processing Technology, 244, 314–319. https://doi.org/10.1016/j.jmatprotec.2017.02.004
- Cho, D.-W., Song, W.-H., Cho, M.-H., Na, S.-J. (2013). Analysis of submerged arc welding process by three-dimensional computational fluid dynamics simulations. Journal of Materials Processing Technology, 213 (12), 2278–2291. https://doi.org/10.1016/j.jmatprotec.2013.06.017
- Yadav, V., Satnami, G., Bharti, M. (2019). Research of Arc Stability in Submerged Arc Welding Based on SiO2 and TiO2 Flux System. International Journal of Innovative Technology and Exploring Engineering, 8 (12S), 282–286. https://doi.org/10.35940/ijitee.l1076.10812s19
- Zhan, Y., Lu, S., Zheng, Y., Jiang, H., Xiong, S. (2021). Theoretical Study on the Influence of Welding Collar on the Shear Behavior of Stud Shear Connectors. KSCE Journal of Civil Engineering, 25 (4), 1353–1368. https://doi.org/10.1007/s12205-021-0632-6
- Drahan, S. V., Hladchenko, D. S., Yaros, Yu. O. (2025). Vykorystannia koefitsiyentu rozplavlennia elektrodu dlia analizu tekhnolohichnoi stabilnosti protsesu zvariuvannia hnuchkykh ankeriv. Materialy V Mizhnarodnoi konferentsiyi «Innovatsiyni tekhnolohiyi ta inzhynirynh u zvariuvanni», 65–68. Available at: https://zv.kpi.ua/images/stories/polyweld/2025/PolyWeld-2025.pdf
- Kostin, O. M., Yaros, O. O., Yaros, Y. O., Savenko, O. V. (2021). UPE-500 complex for determining welding and technological characteristics of coated electrodes. The Paton Welding Journal, 2021 (8), 33–37. https://doi.org/10.37434/tpwj2021.08.07
- Golyakevich, A. A., Orlov, L. N., Maksimov, S. Yu. (2019). Peculiarities of welding process using metal cored wire of TMV5-mk grade. Automatic Welding, 6, 60–64. https://doi.org/10.15407/as2019.06.10
##submission.downloads##
Опубліковано
Як цитувати
Номер
Розділ
Ліцензія
Авторське право (c) 2026 Yuriy Yaros, Dmytro Hladchenko, Stanislav Drahan

Ця робота ліцензується відповідно до Creative Commons Attribution 4.0 International License.
Закріплення та умови передачі авторських прав (ідентифікація авторства) здійснюється у Ліцензійному договорі. Зокрема, автори залишають за собою право на авторство свого рукопису та передають журналу право першої публікації цієї роботи на умовах ліцензії Creative Commons CC BY. При цьому вони мають право укладати самостійно додаткові угоди, що стосуються неексклюзивного поширення роботи у тому вигляді, в якому вона була опублікована цим журналом, але за умови збереження посилання на першу публікацію статті в цьому журналі.
Ліцензійний договір – це документ, в якому автор гарантує, що володіє усіма авторськими правами на твір (рукопис, статтю, тощо).
Автори, підписуючи Ліцензійний договір з ПП «ТЕХНОЛОГІЧНИЙ ЦЕНТР», мають усі права на подальше використання свого твору за умови посилання на наше видання, в якому твір опублікований. Відповідно до умов Ліцензійного договору, Видавець ПП «ТЕХНОЛОГІЧНИЙ ЦЕНТР» не забирає ваші авторські права та отримує від авторів дозвіл на використання та розповсюдження публікації через світові наукові ресурси (власні електронні ресурси, наукометричні бази даних, репозитарії, бібліотеки тощо).
За відсутності підписаного Ліцензійного договору або за відсутністю вказаних в цьому договорі ідентифікаторів, що дають змогу ідентифікувати особу автора, редакція не має права працювати з рукописом.
Важливо пам’ятати, що існує і інший тип угоди між авторами та видавцями – коли авторські права передаються від авторів до видавця. В такому разі автори втрачають права власності на свій твір та не можуть його використовувати в будь-який спосіб.






