Розробка методу комбінованого контролю товщини, натягу та площинності штаб при безперервній холодній прокатці для зменшення поздовжньої різнотовщинності та неплощинності
DOI:
https://doi.org/10.15587/1729-4061.2025.325416Ключові слова:
безперервна холодна прокатка, система контролю площинності та товщини штаби, комбінований контрольАнотація
Об’єктом дослідження є процес безперервної холодної прокатки штаб, в якому визначаються параметри товщини, натягу та площинності металу.
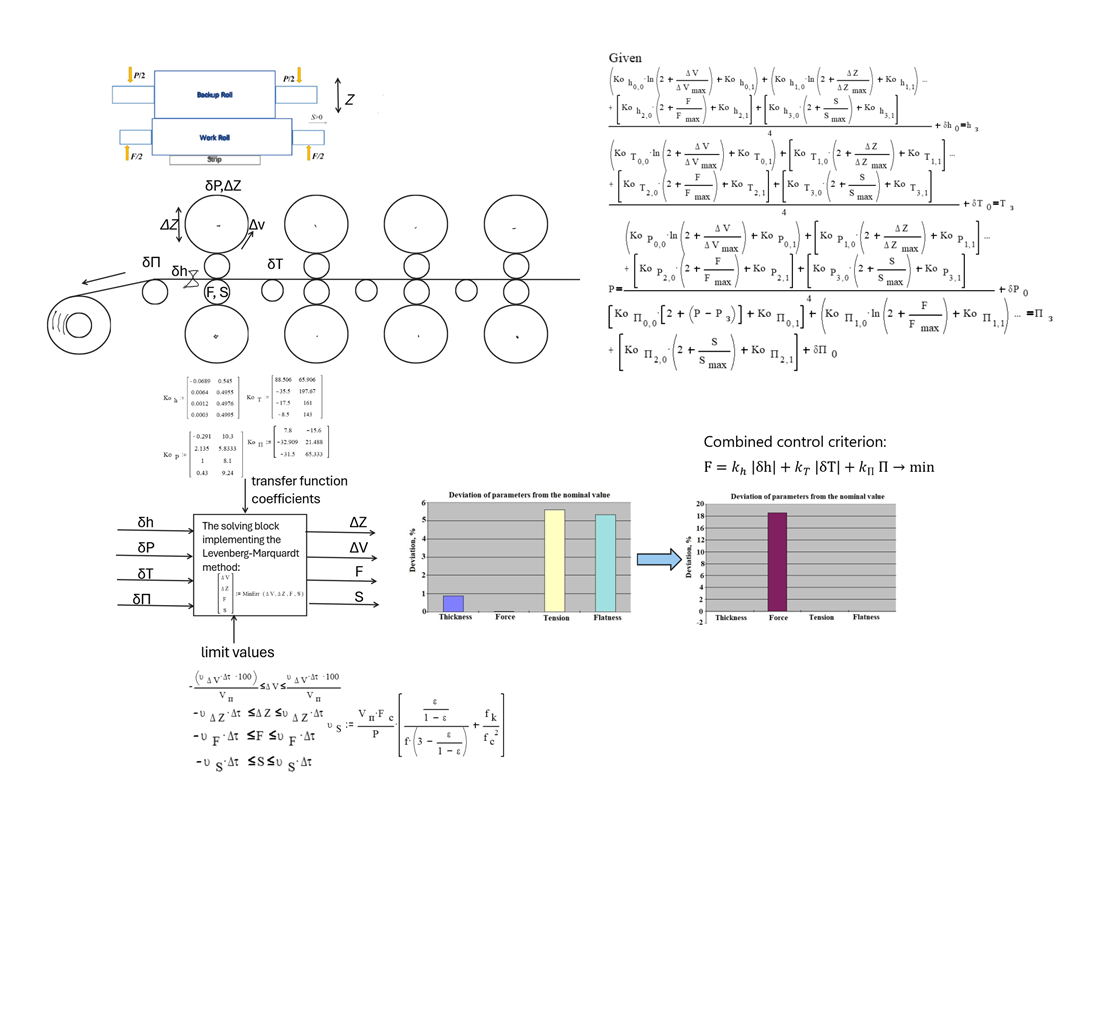
Отримання високої площинності тонких штаб при холодній прокатці на промислових 4-х кліткових станах, де остання кліть реалізує значні ступені обтиснення в робочих валках діаметром до 500 мм, при реалізації режиму з постійною силою прокатки викликає збільшення поздовжнього відхилення товщини штаб. А акцентоване отримання мінімального поздовжнього варіювання товщини штаб призводить до зміни сили прокатки і, як наслідок, за рахунок зміни прогину валків погіршує площинність штаб. Результати керування можуть погіршити обидва основні якісні показники одночасно. Проаналізовано відомі методи контролю товщини та площинності під час холодної прокатки та запропоновано альтернативний спосіб сумісного впливу на ці показники якості. Запропоновано критерій оптимізації. Проведено кількісну оцінку досягнутого одночасного підвищення точності товщини та площинності штаб у результаті сумісного впливу за рахунок реалізації оптимальної комбінації взаємопов’язаних керуючих дій. Запропоновано метод і алгоритм сумісного впливу на товщину, натяг і площинність смуг з урахуванням швидкісних можливостей приводів і їх поточного положення для зменшення поздовжніх коливань товщини і неплощинності.
Одночасне зменшення неплощинності штаби та коливань поздовжньої товщини пояснюється оптимальним поєднанням каналів регулювання. Цей метод може бути використаний на сучасних станах, заснованих на локальних системах автоматичного контролю товщини та площинності штаби.
Чисельні оцінки ймовірних практичних результатів, досягнутих при застосуванні запропонованого методу. Очікується одночасне зменшення площинності штаб на 20–30 % і забезпечення обмежених граничних відхилень товщини згідно з EN 10131(S) принаймні у 80 % міжсортаментних переходів
Посилання
- Roberts, W. L. (1988). Flat processing of steel. New York: M. Dekker, 905.
- Jortner, D., Osterle, J. F., Zorowski, C. F. (1960). An analysis of cold strip rolling. International Journal of Mechanical Sciences, 2 (3), 179–194. https://doi.org/10.1016/0020-7403(60)90003-5
- Bemporad, A., Bernardini, D., Cuzzola, F. A., Spinelli, A. (2010). Optimization-based automatic flatness control in cold tandem rolling. Journal of Process Control, 20 (4), 396–407. https://doi.org/10.1016/j.jprocont.2010.02.003
- Zhao, J., Li, J., Yang, Q., Wang, X., Ding, X., Peng, G. et al. (2023). A novel paradigm of flatness prediction and optimization for strip tandem cold rolling by cloud-edge collaboration. Journal of Materials Processing Technology, 316, 117947. https://doi.org/10.1016/j.jmatprotec.2023.117947
- Babajamali, Z., khabaz, M. K., Aghadavoudi, F., Farhatnia, F., Eftekhari, S. A., Toghraie, D. (2022). Pareto multi-objective optimization of tandem cold rolling settings for reductions and inter stand tensions using NSGA-II. ISA Transactions, 130, 399–408. https://doi.org/10.1016/j.isatra.2022.04.002
- Ding, C.-Y., Ye, J.-C., Lei, J.-W., Wang, F.-F., Li, Z.-Y., Peng, W. et al. (2024). An interpretable framework for high-precision flatness prediction in strip cold rolling. Journal of Materials Processing Technology, 329, 118452. https://doi.org/10.1016/j.jmatprotec.2024.118452
- Wang, Q., Sun, J., Li, X., Wang, Z., Wang, P., Zhang, D. (2020). Analysis of lateral metal flow-induced flatness deviations of rolled steel strip: Mathematical modeling and simulation experiments. Applied Mathematical Modelling, 77, 289–308. https://doi.org/10.1016/j.apm.2019.07.036
- Golubchenko, A. K., Mazur, V. L., Prykhodko, I. Yu. (1994). Analysis of the influence of the automatic control system of strip thickness and tension in the process of continuous cold rolling of strips based on simulation modeling. Metallurgical and Mining Industry, 4, 19–24.
- Mazur, V. L., Nogovitsyn, O. V. (2018). Theory and Technology of Sheet Rolling. CRC Press. https://doi.org/10.1201/9781351173964
- Prykhodko, I. Yu. et al. (1990). Mathematical model for calculating the transverse profile and shape of strips during cold rolling in a quarto stand with axial shift and forced bending of working rolls with an asymmetric profile. Iron and Steel Institute, Dnepropetrovsk. Chermetinformatsiya. No. 5620.
- Safyan, A. M., Prykhodko, I. Yu. (1996). Computer system of parameters calculation and optimization of cold strip rolling. Part 2. Metallurgical and Mining Industry, 1, 29–33.
- Prykhodko, I. Y., Raznosilin, V. V. (2005). Computer system WinColdRolling. Certificate of Copyright Registration No. 15149. Issued by the State Department of Intellectual Property of the Ministry of Education and Science of Ukraine, Date of Registration 29.12.2005. Available at: https://iprop-ua.com/cr/gmk1pxjx/
- Prikhod’ko, I. Yu., Chernov, P. P., Raznosilin, V. V., Sergeenko, A. A., Trusillo, S. V., Agureev, V. A. et al. (2009). Automatic control of strip planarity and temperature by contactless methods. Steel in Translation, 39 (3), 251–256. https://doi.org/10.3103/s0967091209030176
- Carlton, A. J., Conway, G. H., Davies, G. G., Edwards, W. J., Spooner, P. D. (1992). Automation of the LTV Steel Hennepin Tandem Cold Mill. Iron and Steel Engineer.
- Davies, R., Edwards, W. J., Medioli, A. M., Thomas, P. J., Floyd, S. (1996). Itnegrated Automation Systems For Reversing Mill. 5-th International Conference Steel Strip. Ostrava.
##submission.downloads##
Опубліковано
Як цитувати
Номер
Розділ
Ліцензія
Авторське право (c) 2025 Wu Hongyi, Ihor Prykhodko, Zuo Peng, Wang Debin

Ця робота ліцензується відповідно до Creative Commons Attribution 4.0 International License.
Закріплення та умови передачі авторських прав (ідентифікація авторства) здійснюється у Ліцензійному договорі. Зокрема, автори залишають за собою право на авторство свого рукопису та передають журналу право першої публікації цієї роботи на умовах ліцензії Creative Commons CC BY. При цьому вони мають право укладати самостійно додаткові угоди, що стосуються неексклюзивного поширення роботи у тому вигляді, в якому вона була опублікована цим журналом, але за умови збереження посилання на першу публікацію статті в цьому журналі.
Ліцензійний договір – це документ, в якому автор гарантує, що володіє усіма авторськими правами на твір (рукопис, статтю, тощо).
Автори, підписуючи Ліцензійний договір з ПП «ТЕХНОЛОГІЧНИЙ ЦЕНТР», мають усі права на подальше використання свого твору за умови посилання на наше видання, в якому твір опублікований. Відповідно до умов Ліцензійного договору, Видавець ПП «ТЕХНОЛОГІЧНИЙ ЦЕНТР» не забирає ваші авторські права та отримує від авторів дозвіл на використання та розповсюдження публікації через світові наукові ресурси (власні електронні ресурси, наукометричні бази даних, репозитарії, бібліотеки тощо).
За відсутності підписаного Ліцензійного договору або за відсутністю вказаних в цьому договорі ідентифікаторів, що дають змогу ідентифікувати особу автора, редакція не має права працювати з рукописом.
Важливо пам’ятати, що існує і інший тип угоди між авторами та видавцями – коли авторські права передаються від авторів до видавця. В такому разі автори втрачають права власності на свій твір та не можуть його використовувати в будь-який спосіб.






