Аналітичний опис налаштування валків для виготовлення деталей із пружного листового матеріалу
DOI:
https://doi.org/10.15587/1729-4061.2024.298427Ключові слова:
нормальна кривина, геодезична кривина, листова деталь, розрахунок заготовки, конічні валкиАнотація
Об’єктом дослідження є процес згинання листового матеріалу із врахуванням його пружинення. При виготовленні листових деталей згинанням із абсолютно пружного листа його форма повністю відновлюється після припинення деформації на відміну від пружного листа. Так, при виготовленні циліндричних деталей протягуванням між трьома валками отриманий радіус циліндричної деталі буде більшим від розрахункового. Таке явище оцінюється коефіцієнтом пружинення – відношенням розрахункового радіуса до отриманого після часткового розгинання.
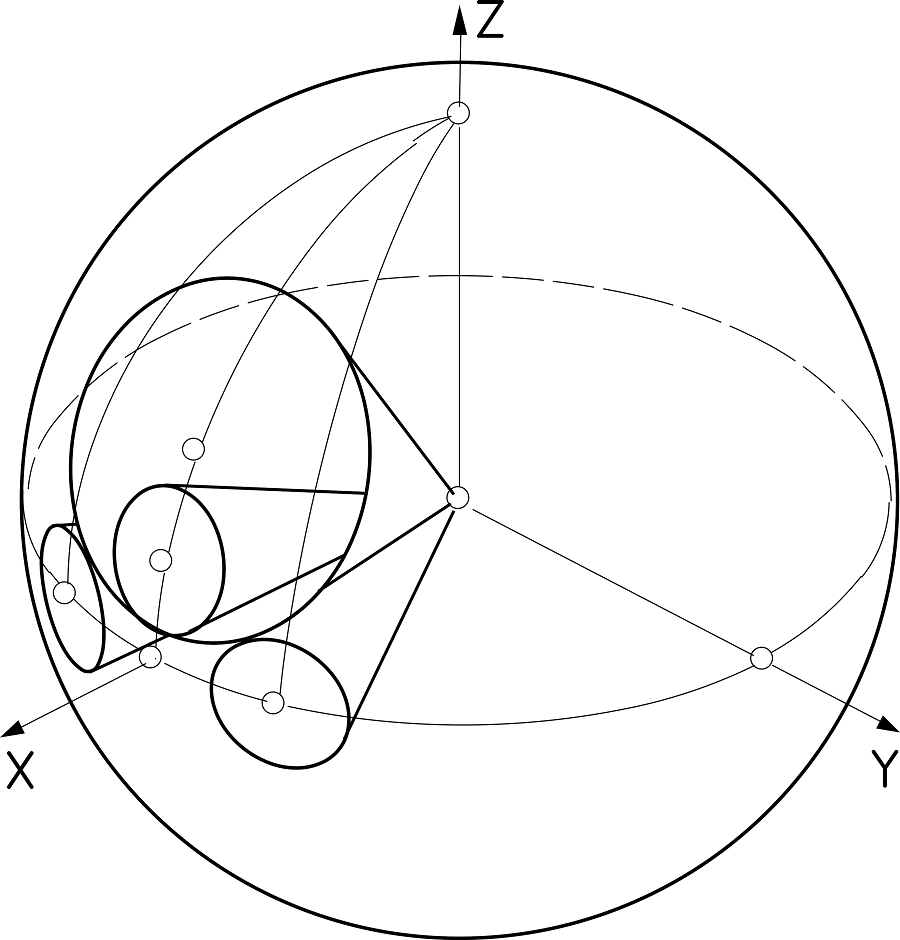
При виготовленні конічних деталей такий підхід не може бути застосований, бо величина радіуса є змінною. У статті застосовано теорію згинання поверхонь із диференціальної геометрії. Кривина лінії на поверхні має дві складові – нормальну і геодезичну. При згинанні поверхні змінюється нормальна складова, а геодезична залишається незмінною. Величина нормальної складової залежить від кута між твірною конуса і його віссю. Так, для конуса з основою радіуса R і кутом 20° нормальна кривина становить 0,94/R, а геодезична – 0,34/R. Для циліндричних деталей геодезична кривина поперечного перерізу (кола) дорівнює нулю, отже і враховувати її не потрібно.
Зазвичай налаштування валків на виготовлення конічних деталей здійснюється експериментальним шляхом. Відмінність запропонованого підходу полягає в усуненні цієї проблеми завдяки розкладанню кривини основи конуса на дві складові. Це дозволяє розрахувати параметри налаштування валків і тим само скоротити час їх налагодження. Розраховано параметри валків та їх взаємне розміщення для виготовлення конічних деталей потрібного розміру із врахуванням їх пружинення. Сфера застосування отриманих результатів – виготовлення деталей згинанням плоских заготовок із металевого листа
Посилання
- Liu, H., Liu, Y., Zhang, P., Du, X. (2020). Effect of weld zone and corner with cold bending effect on wrinkling of rectangular welded tube in rotary draw bending. Thin-Walled Structures, 157, 107115. https://doi.org/10.1016/j.tws.2020.107115
- Schuh, G., Bergweiler, G., Bickendorf, P., Fiedler, F., Colag, C. (2020). Sheet Metal Forming Using Additively Manufactured Polymer Tools. Procedia CIRP, 93, 20–25. https://doi.org/10.1016/j.procir.2020.04.013
- Yang, S., Shim, D., Ji, H., Baek, J., Kim, B., Ahn, S., Park, S. (2016). Process Design of Conical Roll-Shaping for Fabrication of Variable Curvature Spiral Blade. Journal of the Korean Society for Precision Engineering, 33 (11), 911–918. https://doi.org/10.7736/kspe.2016.33.11.911
- John Panicker, G. (2022). Study on Sheet Metal Bending. ScienceOpen. https://doi.org/10.14293/s2199-1006.1.sor-.pp0xuzu.v1
- Semenovskyi, О., Titova, L., Mykhnian, O. (2021). Hardness – volumetric characteristic of material. Naukovij Žurnal «Tehnìka Ta Energetika», 12 (4). https://doi.org/10.31548/machenergy2021.04.139
- Kutsenko, A., Kutsenko, O., Yaremenko, V. (2021). On some aspects of implementation of boundary elements method in plate theory. Naukovij Žurnal «Tehnìka Ta Energetika», 12 (3). https://doi.org/10.31548/machenergy2021.03.107
- Pylypaka, S., Kresan, Т., Hropost, V., Babka, V., Hryshchenko, I. (2022). Calculation of the bending parameters of a flat workpiece into a twist of a helicoid torso. Naukovij Žurnal «Tehnìka Ta Energetika», 13 (4). https://doi.org/10.31548/machenergy.13(4).2022.81-88
- Ikumapayi, O. M., Afolalu, S. A., Kayode, J. F., Kazeem, R. A., Akande, S. (2022). A concise overview of deep drawing in the metal forming operation. Materials Today: Proceedings, 62, 3233–3238. https://doi.org/10.1016/j.matpr.2022.04.221
- Trzepieciński, T. (2020). Recent Developments and Trends in Sheet Metal Forming. Metals, 10 (6), 779. https://doi.org/10.3390/met10060779
- Nesvidomin, V. M., Pylypaka, T. S., Babka, V. M. (2010). Pat. No. 53688. Sposib vyhotovlennia konichnykh detalei uperedzhenym zghynanniam za dopomohoiu konichnykh valkiv. No. u201005553; declareted: 07.05.2010; published: 11.10.2010, Bul. No. 19. Available at: https://iprop-ua.com/inv/pdf/ns283etl-pub-description.pdf
##submission.downloads##
Опубліковано
Як цитувати
Номер
Розділ
Ліцензія
Авторське право (c) 2024 Serhii Pylypaka, Vyacheslav Hropost, Tetiana Volina, Tetiana Kresan, Serhii Borodai

Ця робота ліцензується відповідно до Creative Commons Attribution 4.0 International License.
Закріплення та умови передачі авторських прав (ідентифікація авторства) здійснюється у Ліцензійному договорі. Зокрема, автори залишають за собою право на авторство свого рукопису та передають журналу право першої публікації цієї роботи на умовах ліцензії Creative Commons CC BY. При цьому вони мають право укладати самостійно додаткові угоди, що стосуються неексклюзивного поширення роботи у тому вигляді, в якому вона була опублікована цим журналом, але за умови збереження посилання на першу публікацію статті в цьому журналі.
Ліцензійний договір – це документ, в якому автор гарантує, що володіє усіма авторськими правами на твір (рукопис, статтю, тощо).
Автори, підписуючи Ліцензійний договір з ПП «ТЕХНОЛОГІЧНИЙ ЦЕНТР», мають усі права на подальше використання свого твору за умови посилання на наше видання, в якому твір опублікований. Відповідно до умов Ліцензійного договору, Видавець ПП «ТЕХНОЛОГІЧНИЙ ЦЕНТР» не забирає ваші авторські права та отримує від авторів дозвіл на використання та розповсюдження публікації через світові наукові ресурси (власні електронні ресурси, наукометричні бази даних, репозитарії, бібліотеки тощо).
За відсутності підписаного Ліцензійного договору або за відсутністю вказаних в цьому договорі ідентифікаторів, що дають змогу ідентифікувати особу автора, редакція не має права працювати з рукописом.
Важливо пам’ятати, що існує і інший тип угоди між авторами та видавцями – коли авторські права передаються від авторів до видавця. В такому разі автори втрачають права власності на свій твір та не можуть його використовувати в будь-який спосіб.







